 Fraunhofer-Institut für Keramische Technologien und Systeme IKTS
Fraunhofer-Institut für Keramische Technologien und Systeme IKTS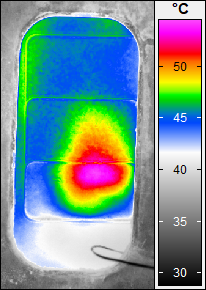
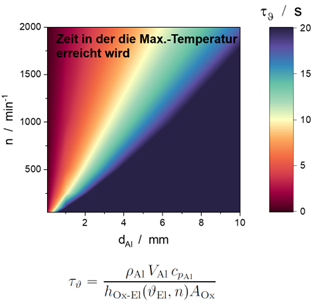
Hartanodisieren ist ein etabliertes Verfahren der Oberflächentechnik, das vor allem zur Verbesserung des Verschleiß- und Korrosionsschutzverhaltens von Aluminiumwerkstoffen angewandt wird. Es basiert, wie alle Anodisierverfahren auf der anodischen Oxidation von Aluminium in wässrigen Elektrolyten und der Bildung von festhaftendem Aluminiumoxid als Konversionsschicht. Häufig werden beim Hartanodisieren Schwefelsäurebäder verwendet, aber im Vergleich bspw. mit dem am weitesten verbreiteten Eloxal®GS -Verfahren [1] wird es durch niedrigere Badtemperaturen (-5 °C bis 5 °C) und höhere Anodisierstromdichten bzw. Anodisierspannungen charakterisiert. Dadurch werden höhere Sperrschicht- und Gesamtoxidschichtdicken erzielt. Die bspw. gegenüber Eloxal®GS – Schichten verbesserten Härte- und Verschleißeigenschaften sind u.a. auf eine Veränderung des Gleichgewichts zwischen Oxidschichtbildung und -auflösung zurückzuführen. Aufgrund der höheren Stromdichten und (Sperr-)Schichtdicken spielt die Joule´sche Wärmeentwicklung und -eintrag in den Werkstoff eine nicht unerhebliche Rolle, was zu wärmebedingten Schädigungen der Oxidschicht (Rissbildung, Anodenbrand) führen kann. Durch energieintensive Kühlung und Bewegung des Elektrolyten soll die prozessbedingt entstehende Wärme badseitig abgeführt und der Wärmeeintrag in das Material verringert werden. Im Rahmen des Projektes wurde der Wärmeeintrag in, und die -verteilung im zu anodisierenden Werkstoff in Abhängigkeit der Bauteilgeometrie sowie unter unterschiedlichen hydrodynamischen Bedingungen am Bauteil während des Anodisierens operando untersucht (Abb. 1). So konnte bspw. der Einfluss unterschiedlicher Werkstoffschichtdicken und damit verbunden unterschiedliche Wärmekapazitäten experimentell nachgewiesen werden. Das Erwärmungs- und Abkühlungsverhalten konnte im Zusammenspiel von Wärmeübergang und Wärmekapazität anhand von Strom-Spannungsverläufen exakt bestimmt werden. Durch die gezielte Anwendung der Pulsanodisation unter wissensbasierter Auswahl der Pulsparameter und Zuhilfenahme der thermischen Zeitkonstanten (Abb. 2) konnte die Erwärmung effektiv gesteuert werden, die Homogenität der Oxidschicht gesteigert und das Risiko wärmebedingter Schädigungen minimiert werden.
[1] B. Gaida, K. Aßmann: Technologie der Galvanotechnik, Eugen G. Leuze Verlag, Saulgau/Württ. 1996
Die Autoren danken für die finanzielle Unterstützung der Arbeit durch das BMWi und die Arbeitsgemeinschaft industrielle Forschung „Otto von Guericke“ e.V. (AiF).


