 Fraunhofer Institute for Ceramic Technologies and Systems IKTS
Fraunhofer Institute for Ceramic Technologies and Systems IKTS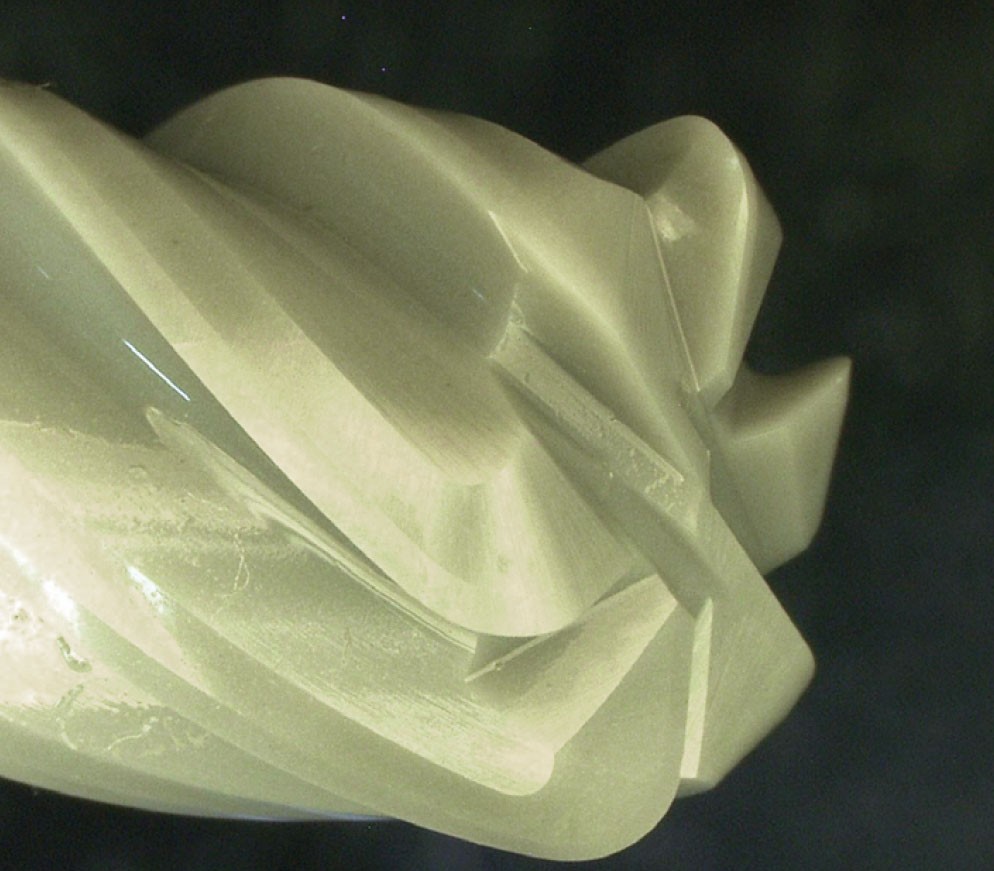
Nickel-based alloys are used in numerous industries, such as automotive, aerospace, chemical plant engineering and power generation, thanks to their resistance to corrosion and oxidation at high temperatures. However, their outstanding properties also make efficient machining more difficult. High temperatures occur while machining these alloys, leading to a need for innovative tooling solutions. Tools made of ceramics are very promising. In particular, sialons exhibit high hardness even at high temperatures and thus enable high cutting speeds when milling nickel-based alloys.
In the IGF project 20076 BR, Fraunhofer IKTS has developed an α/β-sialon prepared via an aqueous processing route and based on cost-effective powders (IKTS annual report 2020/21). The α/β sialon cutting material (80:20) has a hardness (HV10) of 18.5 GP, a 4-point bending strength of σ0 = 785 MPa, a weibull modulus of m = 19 and a fracture toughness of 5.2 MPa m1/2 (SEVNB).
IKTS has produced end mill blanks from this cost-effective sialon material. For this purpose, the company Sommertools developed a cutting geometry for the sialon cutters adapted to the machining of nickel-based alloys (top image).
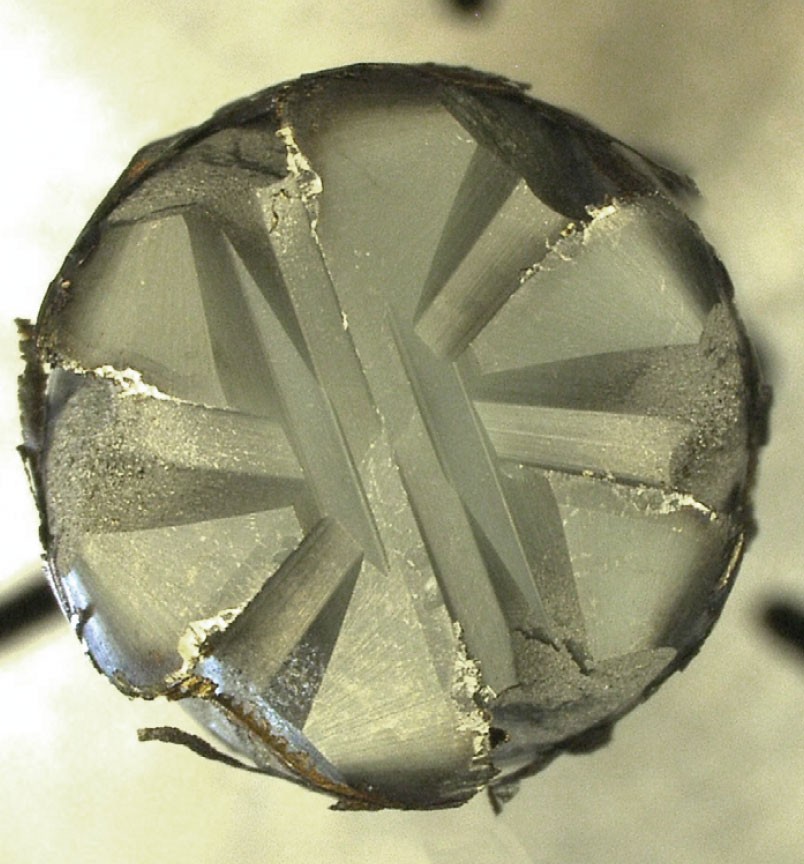
Initial milling tests were carried out on Inconel 718 using the new sialon milling cutters under parameters close to those of application. The environmentally friendly dry machining processed used a cutting speed vc of 470 m/mm, a depth of cut ap = 5 mm and a width of cut ae = 0.2 mm. The middle image shows the sialon end mill after realizing a tool life travel of 5.4 m in 1.7 minutes.
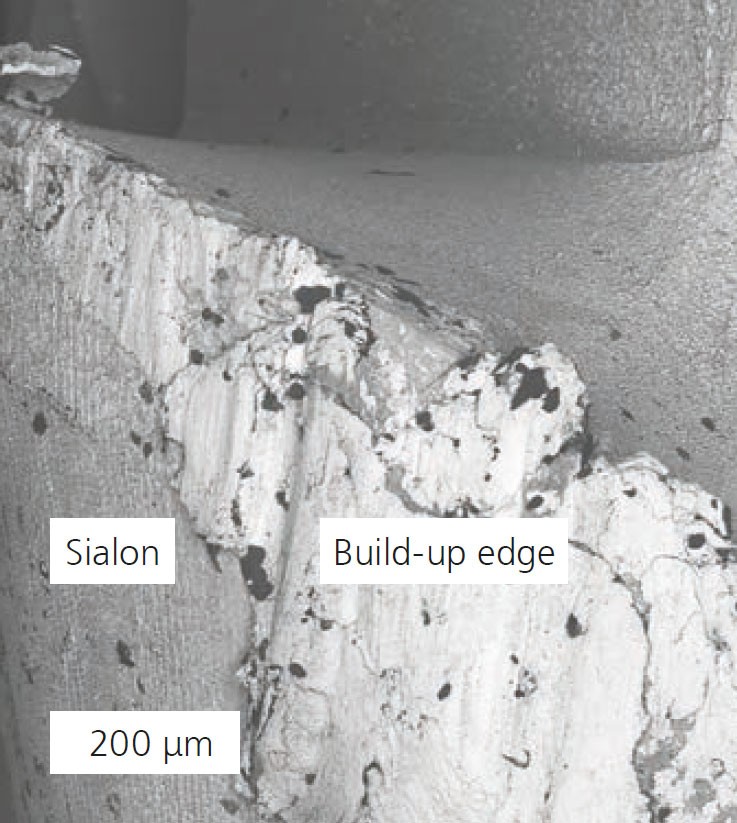
Despite typical wear phenomena, such as built-up edge formation (bottom image), sialon end mills enable a very long tool life travel during rough milling. Even chipping on the cutting edges, which is caused by the detachment of adhering Inconel chips during the milling process, can be tolerated when rough milling with sialon cutters. Therefore, significantly higher metal removal rates can be achieved compared with carbide tools.
The new sialon end mills performed very well in the first test run. The cost-efficient sialon material developed at Fraunhofer IKTS in combination with a perfect ceramic cutting edge design enables even higher efficiency in the machining of nickel-based alloys.
Services offered
- Development of ceramic cutting tool materials
- Failure analysis of ceramic cutting tools
The IGF project 20076 BR of the German Ceramic Society (Deutsche Keramische Gesell-schaft / DKG) is supported via AiF within the program for promoting the Industrial Collective Research (IGF) of the Federal Ministry of Economic Affairs and Climate Action (BMWK).


